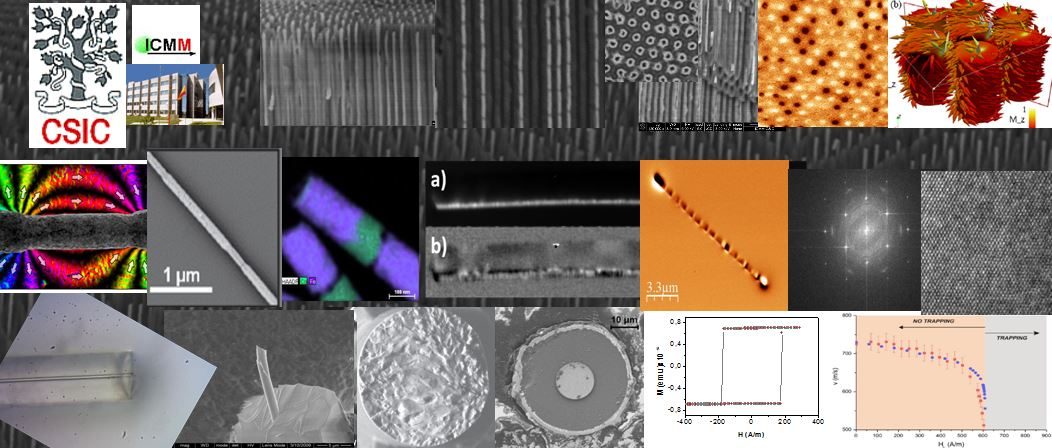
Continuous lengths of amorphous wire are obtained using the rotating-water-bath casting method. Few grams of an ingot previously prepared by argon arc melting is inserted into a quartz crucible. The crucible nozzle is produced by drawing down a quartz tube with a sealed end. This was then ground down with silica paper so as to obtain a nozzle of internal diameter, typically, ~120 mm, however the size of possible diameters ranges from 80 to ~200 mm. The alloy is melted by RF induction coil, until the liquid reached a temperature and viscosity desirable for the cast. The molten metal is then streamed through the orifice, by use of an over-pressure of Ar gas, into the rapidly rotating bath of water.
In order to obtain good quality amorphous wire many conditions have to be taken into consideration. For instance the velocity of the molten alloy jet needs to be matched approximately with that of the water bath to avoid break-up of the alloy stream and to ensure a uniform diameter the product. The cast wires, because of their cylindrical shapes, and the gradient of cooling rate experienced between the surface and the centre line, are subject to residual cast-in stresses.

